济南昌隆数控设备有限公司
专注数控机床研发生产销售
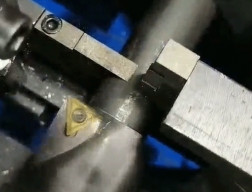
如何提高数控车床和钻铣镗机床的技工效率?在数控机床的切削加工过程中,金属切削刀具的作用不亚于瓦特发明的蒸汽机。用于制造刀具的材料必须具有较高的高温硬度和耐磨性,并且必须具有所需的弯曲强度、冲击韧性和化学惰性,良好的可制造性(切削、锻造和热处理等),不易变形。

国内外好的刀具材料主要有:金属陶瓷、硬质合金涂层刀具、陶瓷刀具、聚晶金刚石(PCD)和立方氮化硼(CBN)刀具等,它们各有特点,适应工件材料和切削速度范围不同。CBN适用于切削高硬度淬火硬钢和硬铸铁,如加工高硬钢零件(50~67HRC)和冷硬铸铁
应使用陶瓷刀具和CBN刀具,加工硬度在60~65HRC以下的工件可用陶瓷刀具,65HRC以上的工件可用CBN刀具。切割;PCD适用于切割有色金属、合金、塑料和玻璃纤维增强塑料。
高精度数控加工车间的刀片跳动应控制在2~5um以内。随着CNC加工的发展,出现了刀片(基体为高速钢、WCo硬质合金、Ti基金属陶瓷)的表面改性涂层处理,大大提高了刀片的精度。同时,出现了多种新型可转位刀片结构,如车削用效率高的刮削刀片、复杂形状前角铣刀刀片、球头立铣刀刀片、高速铣刀刀片防止飞行。
可转位刀片进入了材料、涂层和几何形状综合发展的新阶段。根据材料、涂层和几何形状的功能,它们可以用于开发具有更好加工效果的刀片,以满足高速要求,不同要求的高寿命切削生产工艺。
版权声明:文章来源于www.jnclsk.com/support/291.html,转载请注明出处!
法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。
济南昌隆数控设备有限公司www.jnclsk.com 版权所有 鲁ICP备2021008699号-1